De Uitdaging
Een fabrikant van procesapparatuur moest verifiëren of de lassen in een reactorvat met mantel bestand zijn tegen de vermoeiingsbelasting die het operationele procescyclus oplegt. Het vat — een reactor omgeven door een verwarmings-/koelmantel — is volledig vervaardigd uit S32205 duplex roestvast staal en wordt belast door herhaalde thermische en drukcycli.
Tijdens elke procescyclus van 396 minuten variëren de temperaturen in de mantel en reactor aanzienlijk: de binnenwand van de mantel doorloopt een bereik van circa 15 °C tot 90 °C, terwijl de binnenwand van de reactor daalt van 80 °C tot slechts 14 °C alvorens te herstellen. Gelijktijdig fluctueert de interne druk in zowel de mantel als de reactor volgens de procesvereisten. Deze gecombineerde cyclische thermische en mechanische belastingen genereren complexe, tijdsvariërende spanningsvelden — met name ter hoogte van de lasverbindingen tussen de reactor, mantelschil, stomp- en bodemverbindingen.
De kernvraag: voldoen de 15 onderzochte lassen aan de vereiste minimale vermoeiingslevensduur van 29.200 cycli volgens EN 13445-3, Hoofdstuk 18 (Gedetailleerde Beoordeling van de Vermoeiingslevensduur)?
Onze Aanpak
De analyse volgde een gestructureerde driestaps-workflow, waarbij een transiënte thermische analyse werd gekoppeld aan een structurele eindige-elementenanalyse en een daaropvolgende lasvermoeiingsbeoordeling. Elke stap levert zijn resultaten aan de volgende, zodat de volledige interactie tussen thermische en mechanische belastingen nauwkeurig wordt gecapteerd.
Stap 1 — Transiënte thermische analyse
De volledige vatgeometrie werd gemodelleerd in Ansys Mechanical, inclusief de reactor, mantel, stompen, ondersteuningen en flenzen. Tijdsvariërende temperatuurrandvoorwaarden werden aangebracht op de binnenwanden van de mantel en de binnenwand van de reactor, representatief voor één volledige procescyclus. De begintemperatuur van alle componenten werd ingesteld op 80 °C. De solver berekende de temperatuurverdeling door de volledige vatwanddikte op elk tijdstip gedurende de 396 minuten durende cyclus.
Stap 2 — Structurele FEA
Het transiënte temperatuurveld uit Stap 1 werd geïmporteerd in een statisch-structurele analyse in Ansys Mechanical. Op elk tijdstip houdt het model gelijktijdig rekening met thermische spanningen door niet-uniforme temperatuurverdelingen en differentiële uitzetting, interne drukbelastingen op de mantel- en reactorwanden (beide tijdsvariërend), en stompbelastingen op de roerwerkaansluiting, zijmantelverbinding, bodemaansluiting en bodempad. Het vat wordt op vier punten verticaal ondersteund terwijl het horizontaal vrij kan uitzetten en samentrekken, wat de werkelijke ondersteuningscondities nauwkeurig representeert.
Stap 3 — Lasvermoeiingsbeoordeling conform EN 13445-3
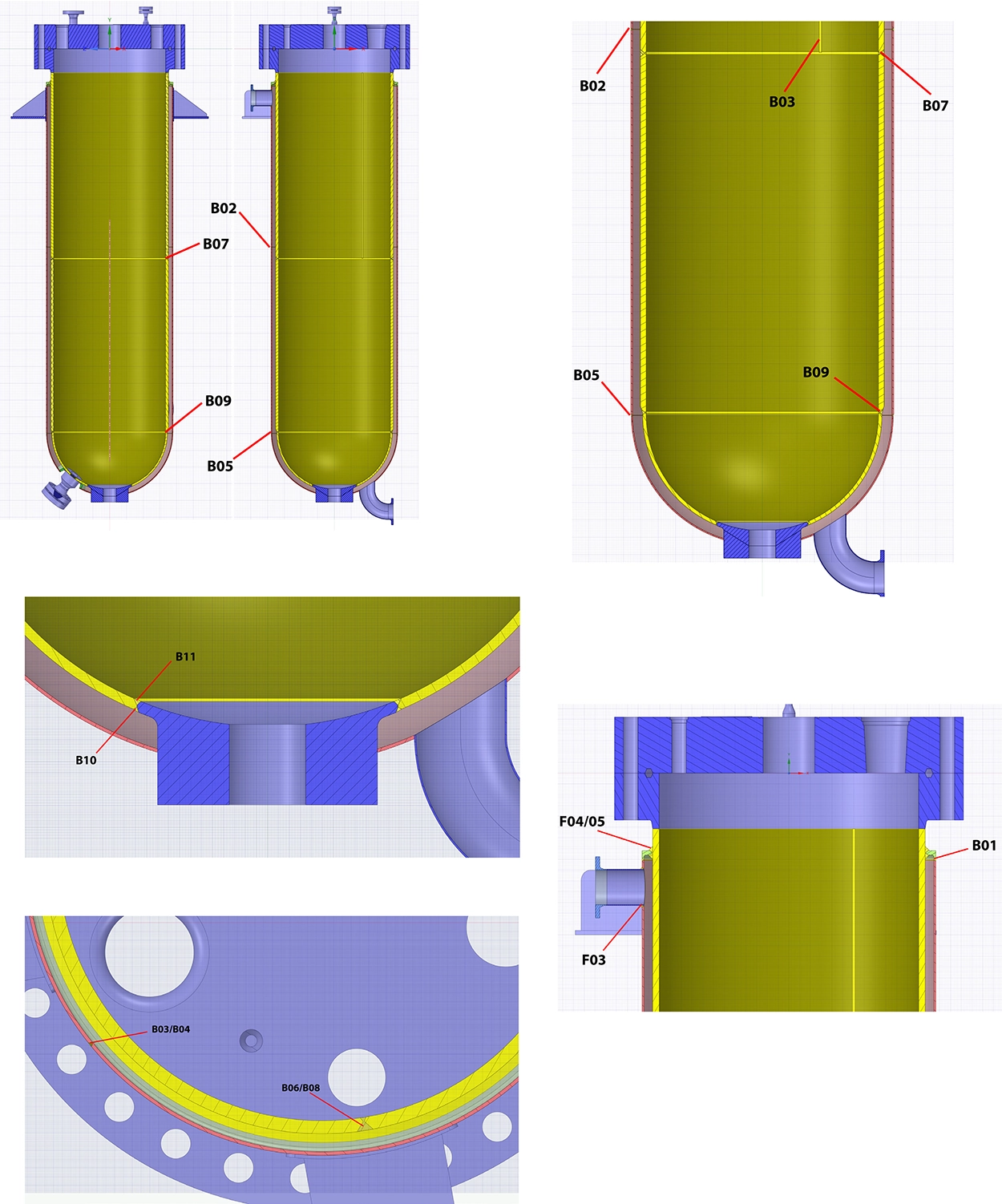
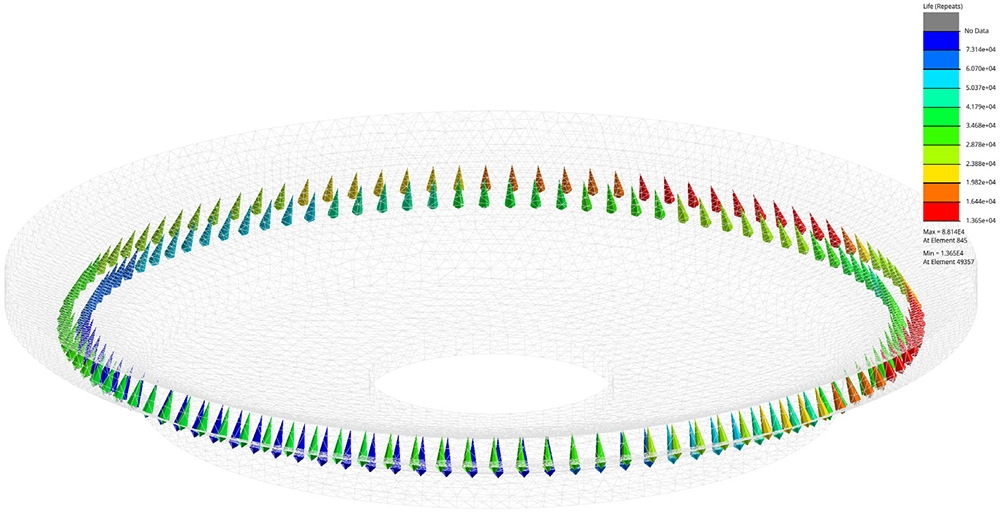
Op basis van de tijdsvariërende spanningsresultaten uit Stap 2 werd de vermoeiingslevensduur van elke las geëvalueerd in nCode DesignLife met behulp van de structurele hot spot spanningsmethode. De spanningscombinatie was gebaseerd op de absolute maximale hoofdspanning. Elke las werd geclassificeerd volgens het lasdetail en de testgroep zoals gespecificeerd in EN 13445-3, Tabel 18.4, en kreeg de bijbehorende FAT-curve toegewezen. Correctiefactoren voor wanddikte en gemiddelde spanning werden toegepast; een temperatuurcorrectie was niet vereist aangezien alle bedrijfstemperaturen onder de 100 °C blijven.
Resultaten
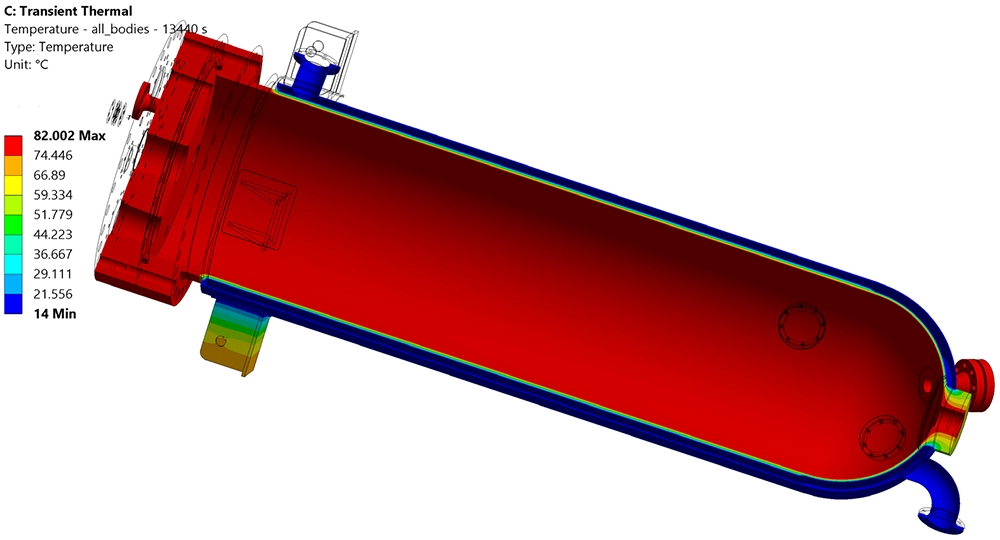
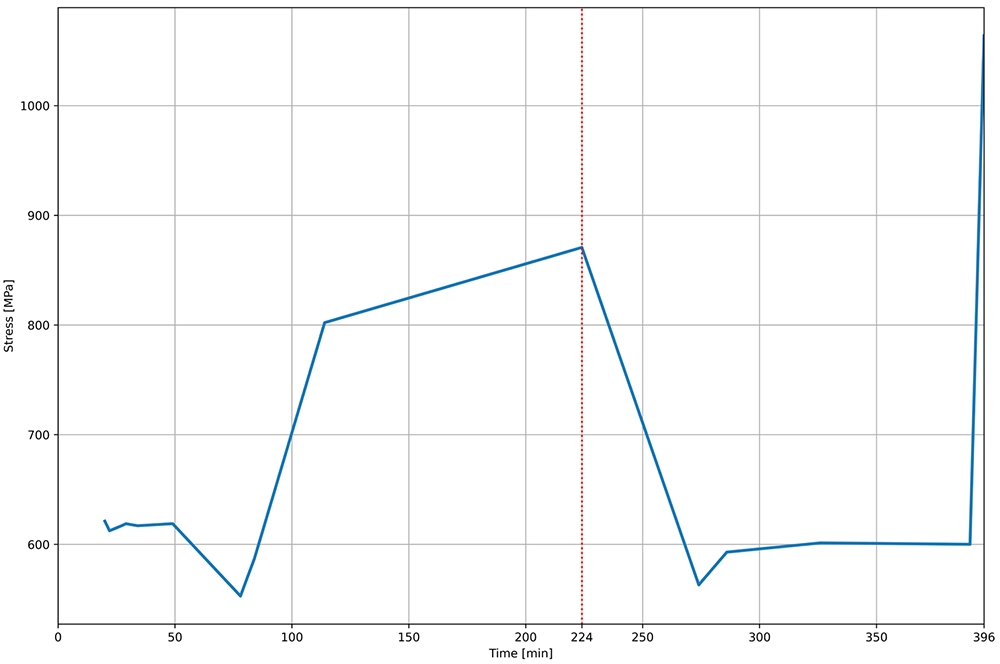
De transiënte thermische analyse toonde aan dat het grootste temperatuurverschil over het vat optreedt bij t = 224 min in de procescyclus. Op dat moment blijft de mantel op circa 82 °C terwijl het reactorlichaam is afgekoeld tot slechts 14 °C — een gradiënt van bijna 68 °C over de gemeenschappelijke wand en bodemverbindingen. Een tweede kritiek moment treedt op bij t = 396 min, wanneer een plotselinge temperatuurdaling in de mantel een scherpe thermische transiënt genereert in het bodemgebied.
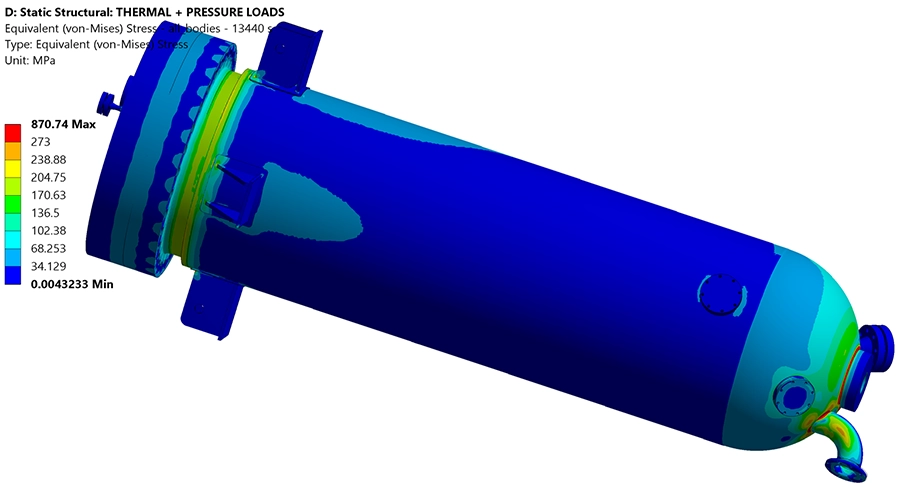
De structurele analyse bevestigde dat deze thermische gradiënten de piekspanningen veroorzaken: Von Mises spanningen van meer dan 870 MPa werden geregistreerd op de meest ingeklemde locaties — ruim boven de vloeispanning van het materiaal van 450 MPa. Hoewel in de praktijk gelokaliseerde plastische spanningsherverdeling zou optreden, worden de lineair-elastische spanningsresultaten gebruikt als invoer voor de vermoeiingsbeoordeling volgens EN 13445-3, die hiervoor corrigeert via de hot spot extrapolatiemethode.
De vermoeiingsbeoordeling van alle 15 lassen leverde de volgende hoofdbevindingen op. Vijf lassen overschreden de vereiste vermoeiingslevensduur van 29.200 cycli ruimschoots, waarbij de lassen B01, B02, B03, B04 en B05 allen tussen de 90.800 en meer dan 7,3 miljoen cycli behaalden. Zeven lassen bleven echter onder de vereiste levensduur: lassen B06, B08, B09, B10, F03 en F04/05 varieerden van circa 5.150 tot 13.650 cycli — aanzienlijk onder het doel van 29.200 cycli. Las F09 ter hoogte van de bodempadaansluiting bleek de statische sterktegrens te overschrijden, wat wijst op bezwijken onder de aangebrachte belastingen zonder enige vermoeiingscyclering.
Een cruciaal inzicht kwam naar voren toen de thermische en mechanische belastingsbijdragen werden gescheiden: spanningen door uitsluitend de drukbelasting leverden aanvaardbare vermoeiingslevensduren op voor alle lassen. De dominante oorzaak van vermoeiingsbezwijken was de cyclische thermische belasting — specifiek de grote temperatuurverschillen tussen mantel en reactor tijdens bepaalde fasen van de procescyclus. Deze bevinding wijst rechtstreeks de weg naar mogelijke ontwerpverbeteringen: het verminderen van de ernst van de thermische gradiënt of het aanpassen van de geometrie ter hoogte van de meest getroffen laslocaties.
Geleverde Meerwaarde
Door transiënte thermische simulatie te koppelen aan structurele FEA en een gedetailleerde lasvermoeiingsbeoordeling conform EN 13445-3, gaven we de opdrachtgever een volledig beeld van de vermoeiingsprestatie van het vat onder realistische bedrijfsomstandigheden. De analyse ging verder dan een eenvoudig voldoet/voldoet niet-resultaat — ze identificeerde precies welke lassen kritiek zijn, kwantificeerde hoeveel ze tekortschieten ten opzichte van de vereiste vermoeiingslevensduur, en wees de thermische belasting aan als grondoorzaak.
Deze resultaten stellen de fabrikant in staat om onderbouwde engineeringbeslissingen te nemen: of het nu gaat om het aanpassen van de lasgeometrie op specifieke locaties, het bijsturen van de procescyclus om de thermische piekgradiënten te verlagen, of het versterken van de meest belaste verbindingen. Zonder deze geïntegreerde simulatieaanpak — die thermische, structurele en vermoeiingsdisciplines combineert in één workflow — zou het niet mogelijk zijn geweest om de thermische bijdrage te isoleren en het meest effectieve pad naar een conform ontwerp te identificeren.
Een vermoeiingsbeoordeling nodig voor uw drukvat of gelaste constructie?
Wij zijn gespecialiseerd in gecombineerde thermische, structurele en vermoeiingsanalyses voor drukapparatuur, reactoren en procesvaten — conform EN 13445, ASME en andere codes. Ontdek onze vermoeiingsdiensten of neem contact op voor een vrijblijvend eerste gesprek.
Contacteer ons of bel ons op +32 478 618 118