Residuele spanningen in lassen en hun effect op de vermoeiingslevensduur
Lassen is een van de meest voorkomende verbindingsprocessen in de techniek, maar het introduceert onvermijdelijk residuele spanningen in het onderdeel. Deze opgesloten spanningen — met name de trekrestspanningen nabij de lasteen — kunnen de vermoeiingslevensduur drastisch verkorten, soms met een factor twee of meer. Dit artikel legt uit waar lasrestspanningen vandaan komen, waarom ze zo schadelijk zijn voor vermoeiing, hoe ze kunnen worden geschat of gemeten, en welke strategieën beschikbaar zijn om hun effecten te beperken.
Bronnen van residuele spanningen
Residuele spanningen zijn spanningen die in een materiaal opgesloten blijven nadat de oorspronkelijke oorzaak is weggenomen. In tegenstelling tot spanningen door externe belastingen, ontstaan ze door fabricageprocessen die gepaard gaan met plastische vervorming, temperatuurgradiënten of fasetransformaties. Verspaning, gieten, smeden en lassen genereren allemaal residuele spanningen. Van deze processen produceert lassen enkele van de hoogste waarden — trekrestspanningen in een lasverbinding kunnen de vloeispanning van het basismateriaal benaderen.
Hoe residuele spanningen ontstaan tijdens het lassen
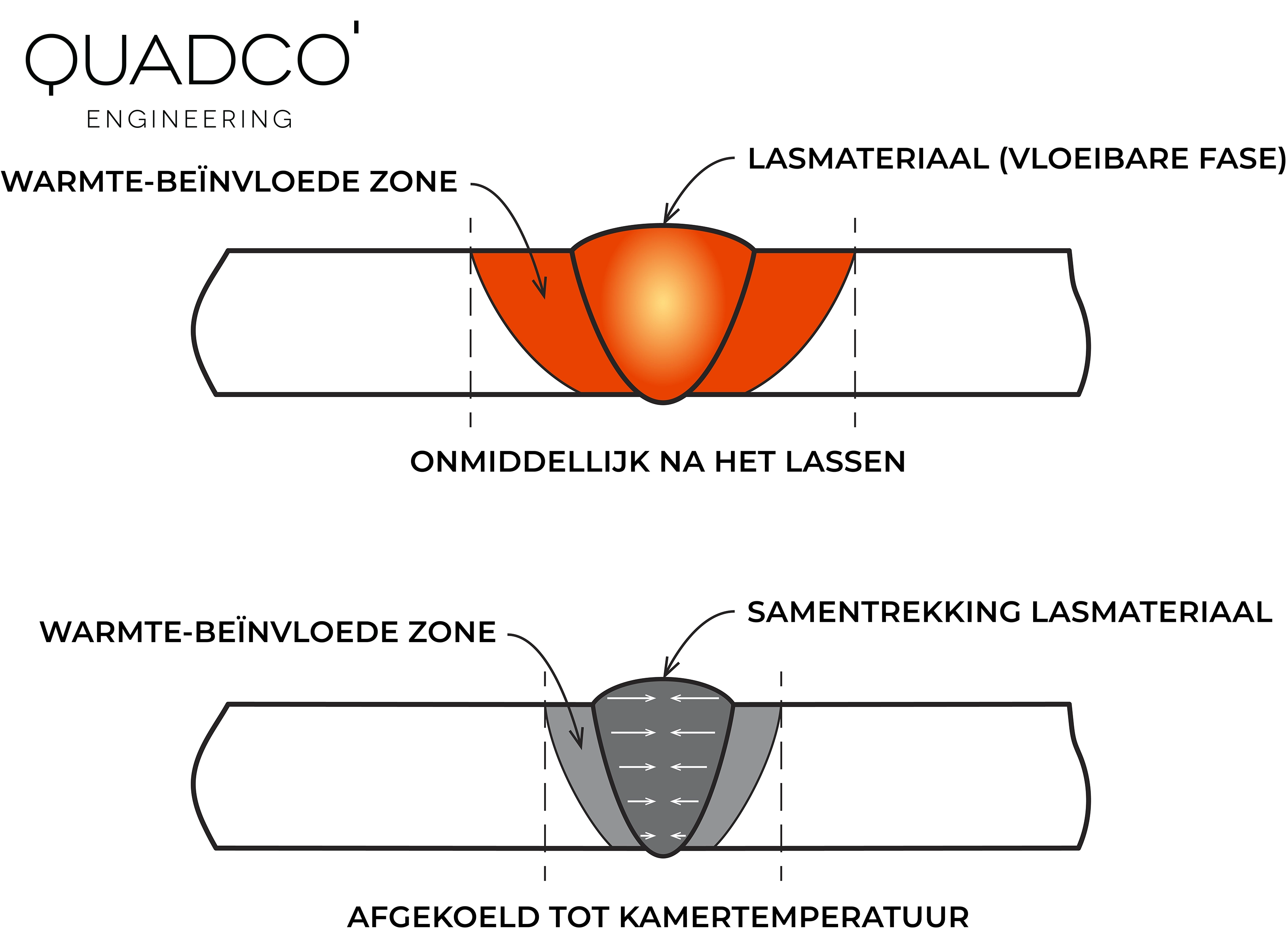
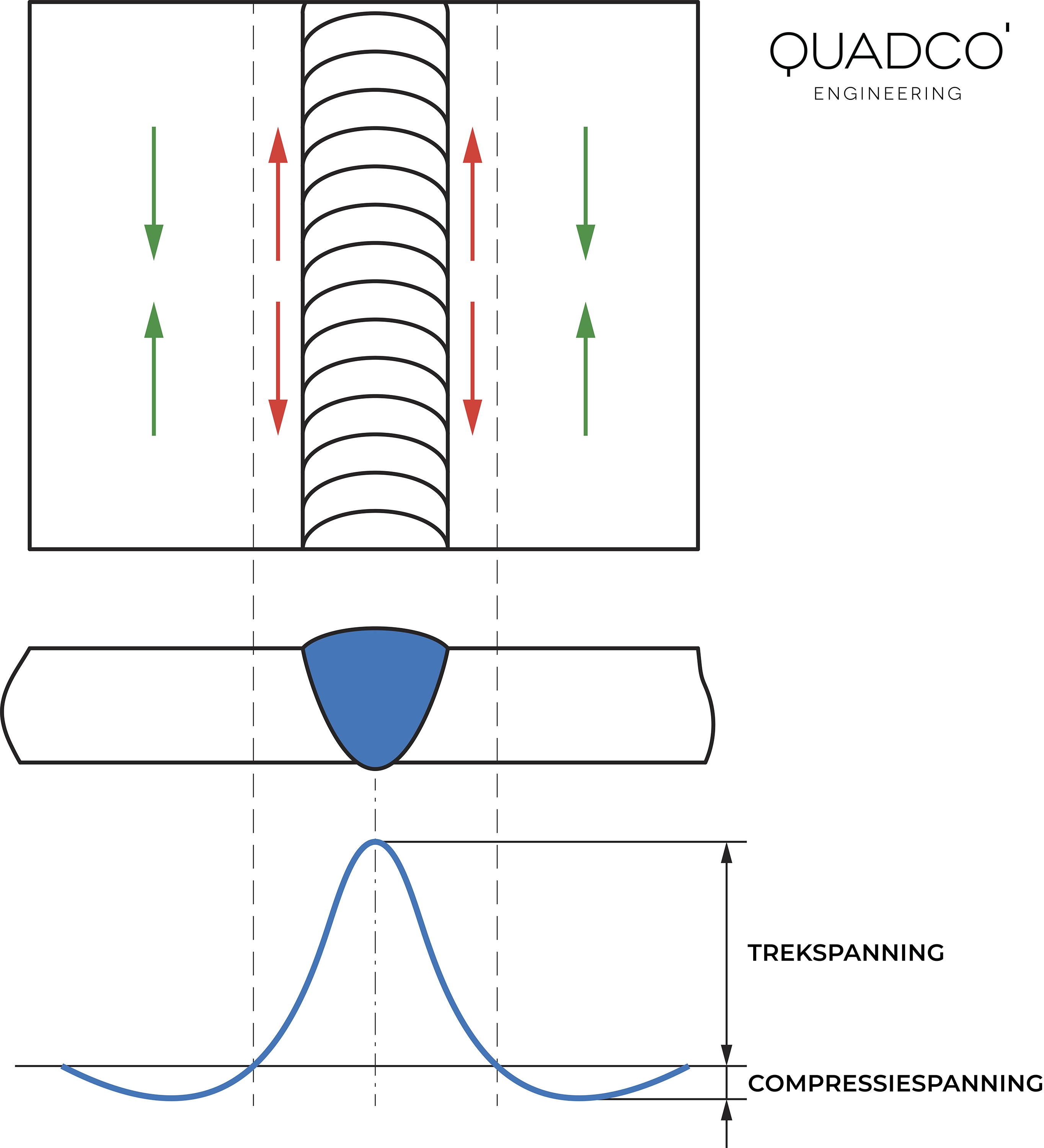
Tijdens het lassen creëert de gelokaliseerde warmte-inbreng steile temperatuurgradiënten. De verwarmde zone zet uit, maar het omringende koude materiaal verhindert deze uitzetting, waardoor het hete lasmetaal plastisch wordt samengedrukt. Wanneer de las afkoelt en krimpt, probeert de plastisch vervormde zone in te krimpen, maar wordt daarin belemmerd door het omliggende basismateriaal. Dit resulteert in trekrestspanningen in de las en de warmte-beïnvloede zone (WBZ), gecompenseerd door drukspanningen verder weg (zie Figuur 1 en 2).
Effecten op vermoeiing en duurzaamheid
Trekrestspanningen nabij de lasteen zijn om meerdere redenen bijzonder schadelijk:
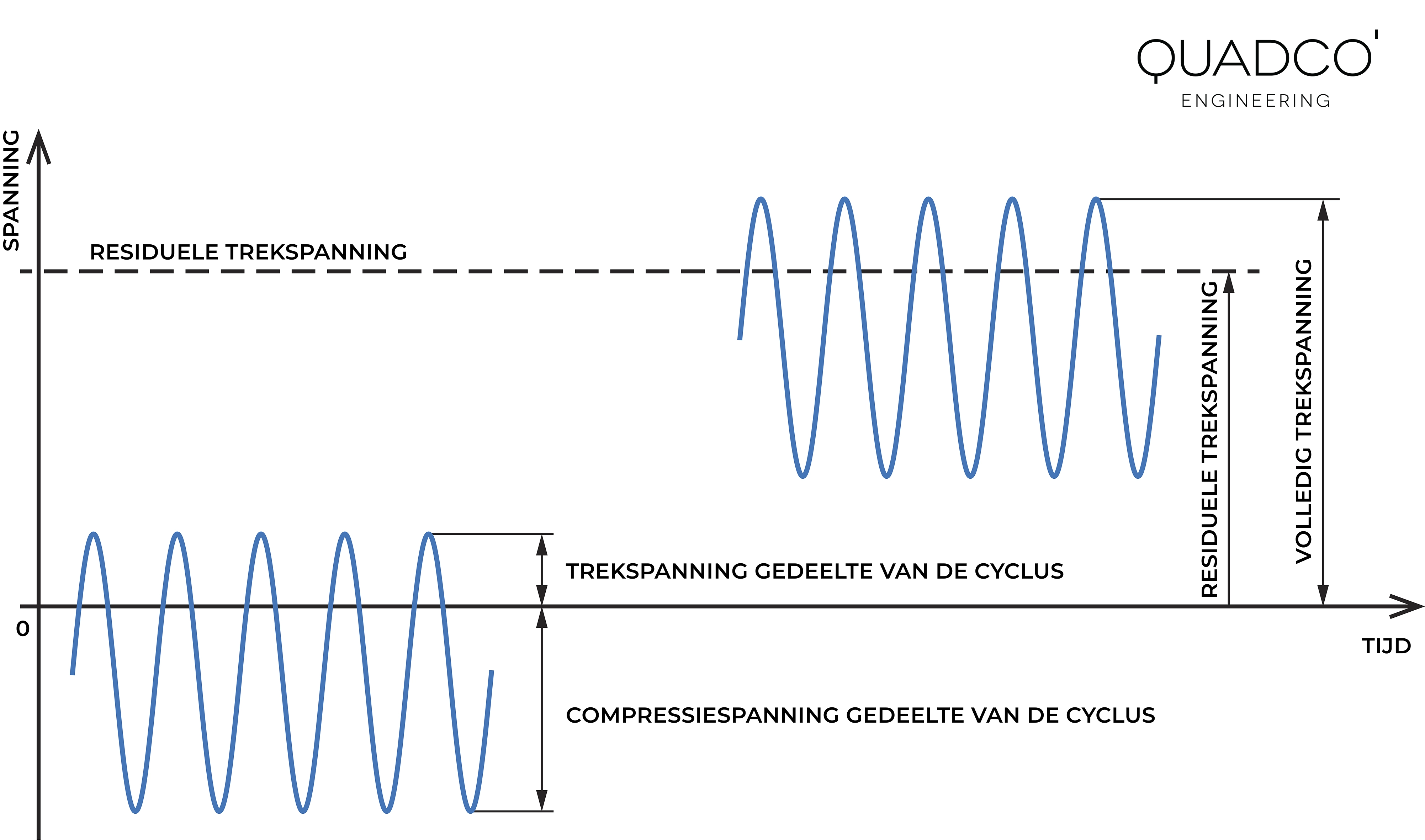
- Verkorting van de vermoeiingslevensduur: trekrestspanningen verhogen de middelspanning van de vermoeiingscyclus, waardoor zowel scheurinitiatie als scheurgroei worden versneld. Bij ongelaste componenten drijft doorgaans alleen het trekgedeelte van een belastingcyclus de vermoeiingsscheurgroei aan. In een lasverbinding met hoge trekrestspanningen kan de gehele cyclus — inclusief wat anders een drukfase zou zijn — volledig in trek komen te staan en bijdragen aan incrementele schade (zie Figuur 3). Dit is de reden waarom lasvermoeiingsnormen zoals BS 7608 en EN 1993-1-9 vereisen dat het volledige spanningsbereik wordt gebruikt in de vermoeiingsbeoordeling, ongeacht de R-verhouding van de aangelegde belasting.
- Spanningscorrosiescheuring: in corrosieve omgevingen kunnen trekrestspanningen spanningscorrosiescheuring (SCC) initiëren en aandrijven, waarbij scheuren zich ontwikkelen onder de gecombineerde werking van aanhoudende trekspanning en een corrosief medium.
- Vervorming: de niet-uniforme verdeling van residuele spanningen kan het onderdeel doen kromtrekken, wat de maatnauwkeurigheid en passing tijdens assemblage beïnvloedt.
Het is vermeldenswaard dat residuele spanningen niet altijd nadelig zijn. Drukrestspanningen aan het oppervlak vertragen scheurinitiatie en kunnen de vermoeiingslevensduur aanzienlijk verbeteren. Dit principe wordt doelbewust benut bij processen zoals kogelstralen. Omdat residuele spanningen echter in evenwicht moeten zijn over de doorsnede, creëert het introduceren van drukrestspanningen op één locatie onvermijdelijk trekspanningen elders — een afweging die begrepen en beheerst moet worden.
Schatten en meten van residuele spanningen
Eindige Elementen Analyse
Eindige Elementen Analyse kan het lasproces simuleren — warmte-inbreng, thermische gradiënten, fasetransformaties en elasto-plastisch materiaalgedrag — om de grootte en verdeling van residuele spanningen te voorspellen. Dit stelt ingenieurs in staat verschillende lassequenties, naadontwerpen of kleminrichtingen te evalueren vóór fabricage, waardoor kostbare trial-and-error op werkelijke componenten wordt beperkt.
Experimentele meettechnieken
Er bestaan diverse experimentele technieken, gegroepeerd naar de mate van materiaalverwijdering die vereist is:
- Destructieve methoden: de contourmethode produceert een tweedimensionale restspanningskaart door een precieze snede door het onderdeel te maken en de resulterende oppervlakvervorming te meten; de spleetmethode (slitting) bepaalt de spanning door de dikte door stapsgewijs een smalle spleet te verdiepen en bij elke stap de rekontlasting te registreren.
- Semi-destructieve methoden: centrale gatboring (centre hole drilling) en diepe gatboring (deep hole drilling) meten residuele spanningen door een klein gat te boren en de rekonlasting eromheen te registreren. Centrale gatboring is geschikt voor spanningen nabij het oppervlak; diepe gatboring kan spanningen diep in dikwandige componenten in kaart brengen.
- Niet-destructieve methoden: röntgendiffractie meet oppervlakrestspanningen door veranderingen in roosterafstand te detecteren die door spanning zijn veroorzaakt; neutronendiffractie maakt gebruik van de diepe penetratie van neutronen om spanningen in het materiaalvolume in kaart te brengen; ultrasoon onderzoek leidt spanningen af uit veranderingen in de geluidssnelheid.
Mitigatiestrategieën
Verschillende strategieën kunnen lasrestspanningen verminderen of herverdelen om de vermoeiings- en duurzaamheidsprestaties te verbeteren:
- Voorbehandeling vóór het lassen: voorverwarmen verkleint het temperatuurverschil tussen de laszone en het basismateriaal, waardoor de grootte van de residuele spanningen die tijdens afkoeling ontstaan wordt beperkt.
- Warmtebehandeling na het lassen (PWHT): spanningsarmgloeien bij een gecontroleerde temperatuur stelt het materiaal in staat plastisch te relaxeren, waardoor residuele spanningen aanzienlijk worden verminderd. PWHT is door veel ontwerpcodes vereist voor dikwandige drukapparatuur.
- Mechanische nabehandelingen: kogelstralen (shot peening), laserpeening, hamerpeening (HFMI) en rolpolijsten brengen gunstige drukrestspanningen aan de lasteen aan, die de schadelijke trekspanningen rechtstreeks tegenwerken en de vermoeiingslevensduur aanzienlijk verbeteren.
- Geoptimaliseerde lasparameters: lagere warmte-inbreng, gecontroleerde tussenlaags-temperaturen, gebalanceerde lassequenties en een doordacht naadontwerp helpen het restspanningsveld te minimaliseren zonder de noodzaak van nabewerking.
Conclusie
Lasrestspanningen zijn een onvermijdelijk gevolg van het lasproces, maar geen onbeheersbaar gevolg. Inzicht in het mechanisme — gelokaliseerde plastische vervorming tijdens afkoeling creëert trekspanningen die de vermoeiingscyclus naar een schadelijker regime verschuiven — is de eerste stap naar het beheersen van het probleem. Door FEA-voorspelling, gerichte metingen en passende mitigatie (warmtebehandeling, mechanisch peenen of geoptimaliseerde lasparameters) te combineren, kunnen ingenieurs ervoor zorgen dat gelaste constructies hun beoogde ontwerpvermoeiingslevensduur bereiken.
Voor meer informatie over vermoeiingsbeoordeling van gelaste en ongelaste componenten, bekijk onze opleiding Inleiding tot Vermoeiingsanalyse met FEA. Voor projecten die specialistisch lasvermoeiingsonderzoek vereisen, kan ons vermoeiingsanalyse-team u ondersteunen.
Veelgestelde vragen
Veelgestelde vragen over lasrestspanningen en vermoeiing.