Oppervlakteruwheidsfactor KR
Vermoeiingsproefstukken worden bijna altijd spiegelblank gepolijst, zodat de S‑N data uit het laboratorium de best mogelijke oppervlakconditie vertegenwoordigen. Een reëel onderdeel met een ruwere afwerking — bewerkt, geslepen, gewalst of ruw gegoten — zal een lagere vermoeiingssterkte hebben, omdat oppervlakte-oneffenheden als microkerven fungeren die eerder scheuren initiëren. De oppervlakteruwheidsfactor KR houdt rekening met dit verschil. Dit artikel beschrijft de FKM-methode voor het berekenen van KR en toont stap voor stap hoe deze op een S‑N curve wordt toegepast.
FKM oppervlakteruwheidsfactor
De FKM-richtlijn Analytical Strength Assessment definieert KR als:
$${\displaystyle K_R=1-a_R \cdot \log_{10}(R_Z) \cdot \log_{10}\!\left(\frac {2\,R_m}{R_{m,N,\min}}\right)}$$
waarin:
- RZ oppervlakteruwheid in µm volgens DIN 4768 (zie Tabel 2)
- Rm treksterkte in MPa
- aR materiaalconstante (zie Tabel 1)
- Rm,N,min minimale treksterkte in MPa (zie Tabel 1)
Voor een gepolijst oppervlak is de ruwheidsfactor gelijk aan één (KR = 1). Elk oppervlak dat ruwer is dan gepolijst geeft KR < 1, wat een verlaging van de vermoeiingssterkte betekent.
| Materiaaltype | aR | Rm,N,min [MPa] |
|---|---|---|
| Staal | 0,22 | 400 |
| GS | 0,20 | 400 |
| GGG | 0,16 | 400 |
| GT | 0,12 | 350 |
| GG | 0,06 | 100 |
| Kneedbare aluminiumlegeringen | 0,22 | 133 |
| Gietaluminiumlegeringen | 0,20 | 133 |
| Oppervlakconditie | RZ [µm] |
|---|---|
| Gepolijst | 0 |
| Geslepen | 12,5 |
| Bewerkt (machinaal) | 100 |
| Slecht bewerkt | 200 |
| Gewalst | 200 |
| Gegoten | 200 |
Rekenvoorbeeld KR
Beschouw een staal met een treksterkte Rm = 600 MPa en een machinaal bewerkt oppervlak.
Uit Tabel 1: aR = 0,22 en Rm,N,min = 400 MPa. Uit Tabel 2: RZ = 100 µm voor een bewerkt oppervlak. Invullen geeft:
$${\displaystyle K_R=1-0.22 \cdot \log_{10}(100)\cdot \log_{10}\!\left( \frac{2 \cdot 600}{400}\right)} = 0.79$$
Dit betekent dat de vermoeiingsduurgrens van het bewerkte onderdeel 79 % bedraagt van de waarde voor het gepolijste proefstuk — een aanzienlijke reductie waarmee in elke vermoeiingslevensduur-beoordeling rekening moet worden gehouden.
Constructie van de S‑N curve
Voordat KR wordt toegepast, is het nuttig te begrijpen hoe de S‑N curve wordt opgebouwd (zie Figuur 1). Tussen 103 en Nc1 cycli is de curve gedefinieerd als:
$${\displaystyle \Delta \sigma(N_f) = SRI_1 \cdot N_f^{\,b_1}}$$
Hierin is SRI1 het spanningsbereik-snijpunt bij 1 cyclus en b1 de helling (negatief). Nc1 is het vermoeiingsovergangspunt — de knik in de curve, doorgaans rond 106 – 107 cycli.
Voorbij Nc1 verloopt de curve met een flauwere helling:
$${\displaystyle \Delta \sigma(N_f) = SRI_2 \cdot N_f^{\,b_2}}$$
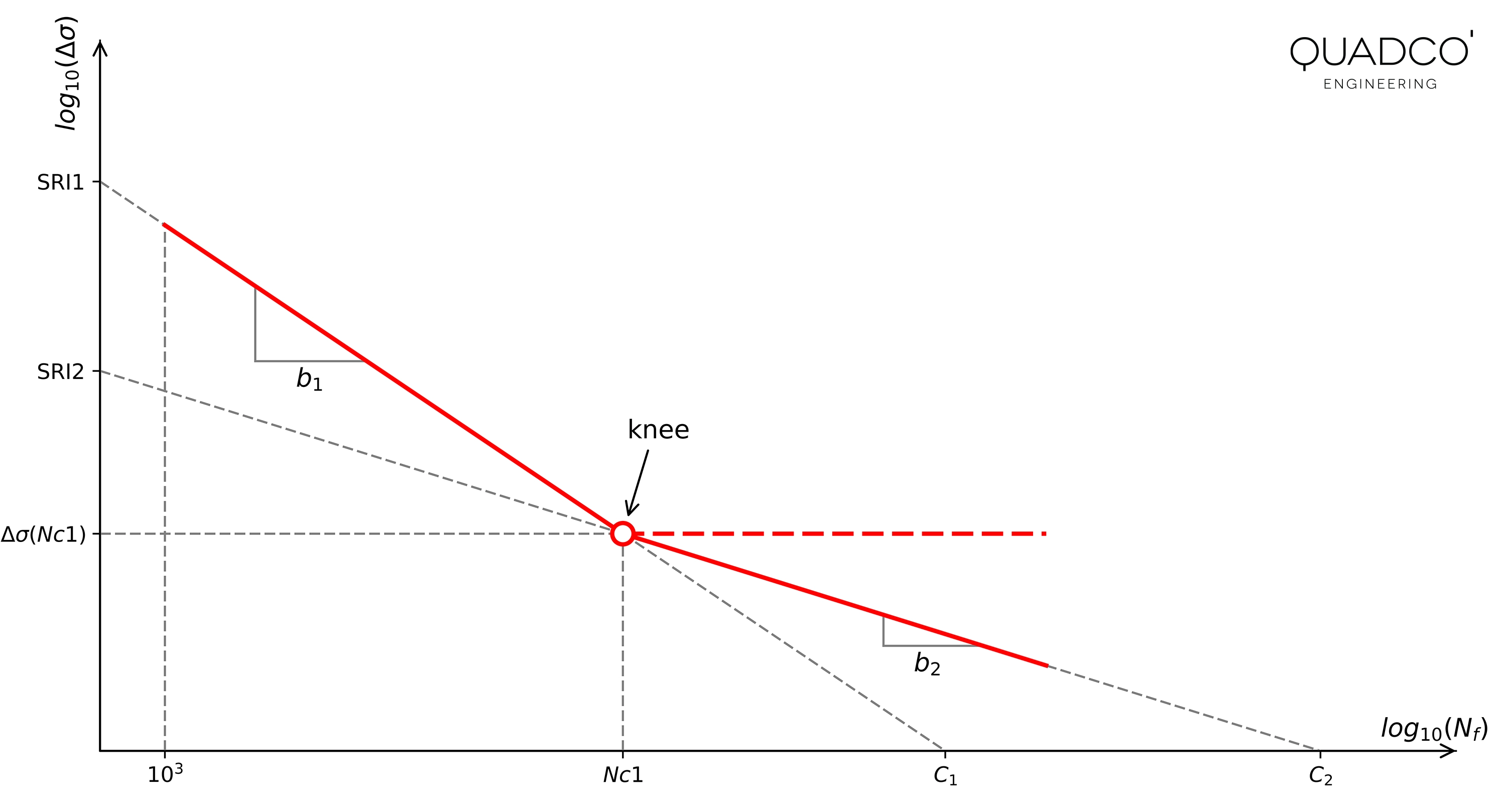
SRI1, Nc1, b1 en b2 zijn materiaalparameters uit vermoeiingsproeven. SRI2 volgt uit de continuïteit bij het overgangspunt:
$${\displaystyle SRI_2 = SRI_1 \cdot (N_{c1})^{b_1-b_2}}$$
S‑N curve gecorrigeerd voor oppervlakteruwheid
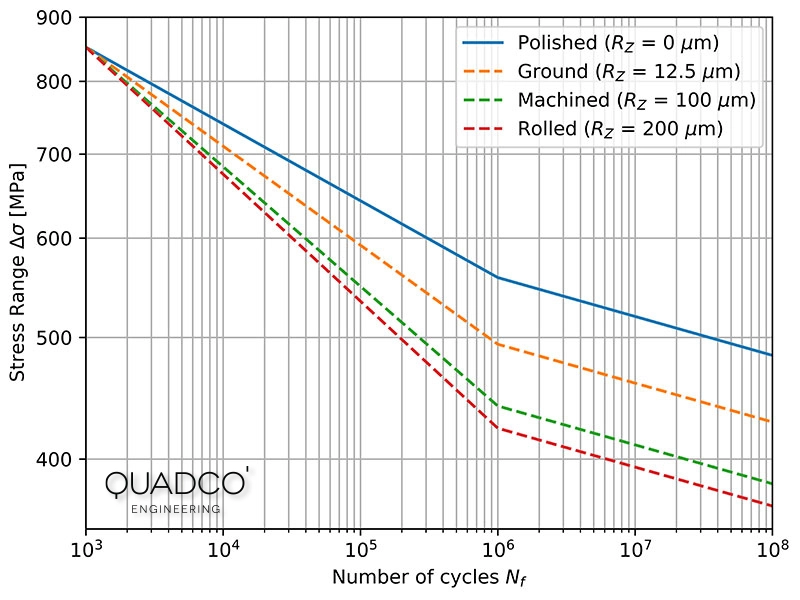
De oppervlakconditie heeft het grootste effect in het hoge-cyclusregime en neemt af richting lage-cyclus vermoeiing. De standaardbenadering is om de helling b1 van het eerste segment aan te passen terwijl de vermoeiingssterkte bij 103 cycli ongewijzigd blijft. De helling b2 van het tweede segment blijft dezelfde.
Voor de niet-gecorrigeerde (gepolijste) curve is het spanningsbereik bij Nc1:
$${\displaystyle \Delta \sigma(N_{c1}) = 1300 \cdot (10^6)^{-0.0612}=558.14 \text{ MPa}}$$
Na toepassing van KR = 0,79 (bewerkt oppervlak) wordt het spanningsbereik bij Nc1:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = K_R \cdot 558.14 = 440.97 \text{ MPa}}$$
De aangepaste parameters SRI1′ en b1′ volgen uit de twee voorwaarden die gelijktijdig moeten zijn vervuld — de sterkte bij 103 cycli is ongewijzigd en de sterkte bij Nc1 is gelijk aan de KR-gecorrigeerde waarde:
$${\displaystyle SRI_1 \cdot (10^3)^{b_1} = 851.81 = SRI_1^{\prime} \cdot (10^3)^{b_1^{\prime}}}$$
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_1^{\prime} \cdot (10^6)^{b_1^{\prime}}}$$
Oplossen levert:
$$SRI_1^{\prime} = 1645 \; \text{MPa} \quad \text{and} \quad b_1^{\prime} = -0.0953$$
Aangezien b2′ = b2, volgt SRI2′ uit de continuïteit bij het overgangspunt:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_2^{\prime} \cdot (10^6)^{b_2}}$$
wat $SRI_{2}^{\prime} = 677\text{ MPa}$ geeft.
De aangepaste S‑N curve voor het bewerkte staal is daarom:
$${\displaystyle \Delta \sigma(N_{f}) = 1645 \cdot N_f^{\,-0.0953}} \qquad \text{for } 10^3 \leq N_f \leq N_{c1}$$
$${\displaystyle \Delta \sigma(N_{f}) = 677 \cdot N_f^{\,-0.0310}} \qquad \text{for } N_f > N_{c1}$$
Merk op dat de aangepaste helling aanzienlijk steiler is dan de oorspronkelijke (−0,0953 vs. −0,0612), wat het feit weerspiegelt dat het ruwe oppervlak het hoge-cyclusregime sterker benadeelt dan het lage-cyclusregime. Dit gedrag is consistent met het fysische mechanisme: bij hoge rekken (lage-cyclus vermoeiing) vloeit het bulkmateriaal en worden oppervlakte-microkerven minder relevant, terwijl bij lage rekken (hoge-cyclus vermoeiing) scheurinitiatie vanuit oppervlakdefecten een groot deel van de totale levensduur bepaalt.
Wilt u meer weten over vermoeiingsbeoordelingsmethoden waaronder oppervlaktecorrecties, overlevingskans-aanpassingen en schadecumulatie? Bekijk dan onze opleiding Inleiding tot Vermoeiingsanalyse met FEA. Voor projecten die specialistisch vermoeiingsonderzoek vereisen, kan ons vermoeiingsanalyse-team u ondersteunen.
Veelgestelde vragen
Veelgestelde vragen over oppervlakteruwheid en vermoeiing.