Surface Roughness Factor KR
Fatigue test specimens are almost always mirror-polished, so the S‑N data that come out of the laboratory represent the best-case surface condition. A real component with a rougher finish — machined, ground, rolled or as-cast — will have a lower fatigue strength because surface irregularities act as micro-notches that initiate cracks earlier. The surface roughness factor KR accounts for this difference. This article describes the FKM method for calculating KR and shows how to apply it to an S‑N curve, step by step.
FKM Surface Roughness Factor
The FKM guideline Analytical Strength Assessment defines KR as:
$${\displaystyle K_R=1-a_R \cdot \log_{10}(R_Z) \cdot \log_{10}\!\left(\frac {2\,R_m}{R_{m,N,\min}}\right)}$$
where:
- RZ surface roughness in µm according to DIN 4768 (see Table 2)
- Rm tensile strength in MPa
- aR material constant (see Table 1)
- Rm,N,min minimum tensile strength in MPa (see Table 1)
For a polished surface the roughness factor equals unity (KR = 1). Any surface rougher than polished gives KR < 1, meaning a reduction in fatigue strength.
| Material Type | aR | Rm,N,min [MPa] |
|---|---|---|
| Steel | 0.22 | 400 |
| GS | 0.20 | 400 |
| GGG | 0.16 | 400 |
| GT | 0.12 | 350 |
| GG | 0.06 | 100 |
| Wrought aluminium alloys | 0.22 | 133 |
| Cast aluminium alloys | 0.20 | 133 |
| Surface Condition | RZ [µm] |
|---|---|
| Polished | 0 |
| Ground | 12.5 |
| Machined | 100 |
| Poor machined | 200 |
| Rolled | 200 |
| Cast | 200 |
Example Calculation of KR
Consider a steel with a tensile strength Rm = 600 MPa and a machined surface finish.
From Table 1: aR = 0.22 and Rm,N,min = 400 MPa. From Table 2: RZ = 100 µm for a machined surface. Substituting:
$${\displaystyle K_R=1-0.22 \cdot \log_{10}(100)\cdot \log_{10}\!\left( \frac{2 \cdot 600}{400}\right)} = 0.79$$
This means the fatigue endurance limit of the machined part is 79 % of the polished-specimen value — a significant reduction that must be accounted for in any fatigue life assessment.
Construction of the S‑N Curve
Before applying KR, it helps to understand how the S‑N curve is built (see Figure 1). Between 103 and Nc1 cycles the curve is defined as:
$${\displaystyle \Delta \sigma(N_f) = SRI_1 \cdot N_f^{\,b_1}}$$
Here SRI1 is the stress range intercept at 1 cycle and b1 is the slope (negative). Nc1 is the fatigue transition point — the knee in the curve, typically around 106 – 107 cycles.
Beyond Nc1 the curve continues with a shallower slope:
$${\displaystyle \Delta \sigma(N_f) = SRI_2 \cdot N_f^{\,b_2}}$$
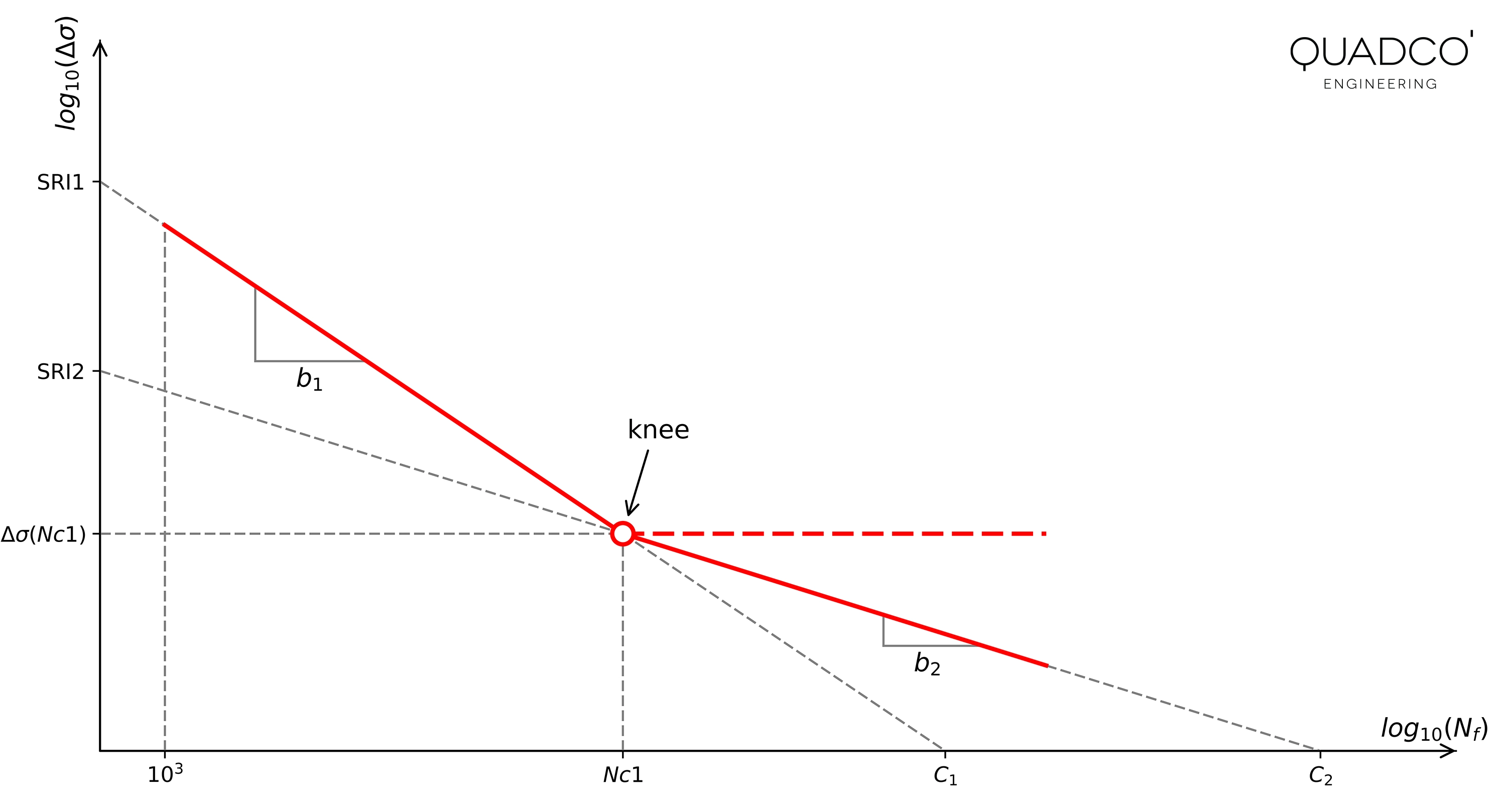
SRI1, Nc1, b1 and b2 are material parameters from fatigue testing. SRI2 follows from continuity at the transition point:
$${\displaystyle SRI_2 = SRI_1 \cdot (N_{c1})^{b_1-b_2}}$$
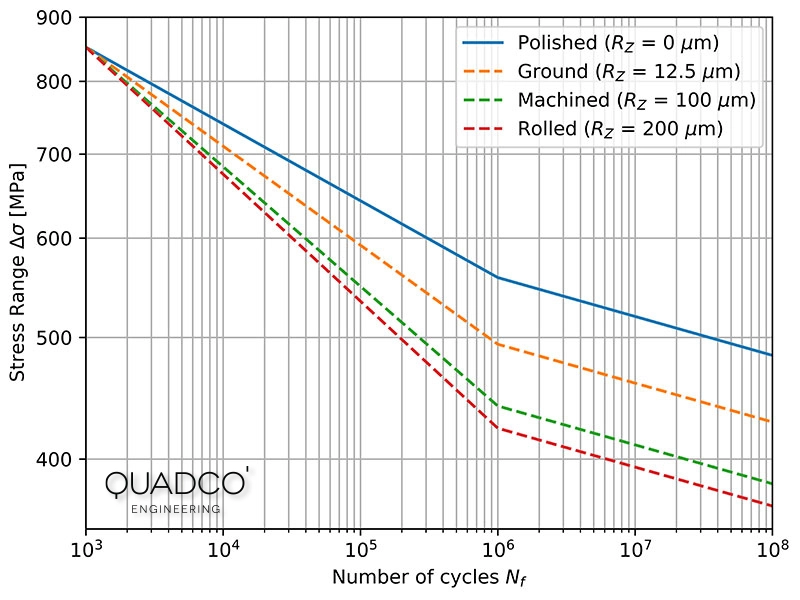
S‑N Curve Adjusted for Surface Roughness
Surface condition has its greatest effect in the high-cycle regime and diminishes towards low-cycle fatigue. The standard approach is to modify the slope b1 of the first segment while keeping the fatigue strength at 103 cycles unchanged. The slope b2 of the second segment remains the same.
For the unadjusted (polished) curve, the stress range at Nc1 is:
$${\displaystyle \Delta \sigma(N_{c1}) = 1300 \cdot (10^6)^{-0.0612}=558.14 \text{ MPa}}$$
After applying KR = 0.79 (machined surface), the stress range at Nc1 becomes:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = K_R \cdot 558.14 = 440.97 \text{ MPa}}$$
The modified parameters SRI1′ and b1′ are found from the two conditions that must be satisfied simultaneously — the strength at 103 cycles is unchanged, and the strength at Nc1 equals the KR-adjusted value:
$${\displaystyle SRI_1 \cdot (10^3)^{b_1} = 851.81 = SRI_1^{\prime} \cdot (10^3)^{b_1^{\prime}}}$$
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_1^{\prime} \cdot (10^6)^{b_1^{\prime}}}$$
Solving gives:
$$SRI_1^{\prime} = 1645 \; \text{MPa} \quad \text{and} \quad b_1^{\prime} = -0.0953$$
Since b2′ = b2, SRI2′ follows from continuity at the transition point:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_2^{\prime} \cdot (10^6)^{b_2}}$$
which gives $SRI_{2}^{\prime} = 677\text{ MPa}$.
The modified S‑N curve for the machined steel is therefore:
$${\displaystyle \Delta \sigma(N_{f}) = 1645 \cdot N_f^{\,-0.0953}} \qquad \text{for } 10^3 \leq N_f \leq N_{c1}$$
$${\displaystyle \Delta \sigma(N_{f}) = 677 \cdot N_f^{\,-0.0310}} \qquad \text{for } N_f > N_{c1}$$
Notice that the modified slope is considerably steeper than the original (−0.0953 vs. −0.0612), reflecting the fact that the rough surface penalises the high-cycle regime more than the low-cycle regime. This behaviour is consistent with the physical mechanism: at high strains (low-cycle fatigue) the bulk material yields and surface micro-notches become less relevant, whereas at low strains (high-cycle fatigue) crack initiation from surface defects dominates the total life.
If you want to learn more about fatigue assessment methods including surface corrections, survival probability adjustments and damage accumulation, take a look at our course Introduction to Fatigue Analysis with FEA. For projects that require specialist fatigue engineering, our fatigue analysis team can help.
Frequently asked questions
Common questions about surface roughness and fatigue.