Oberflächenrauheitsfaktor KR
Ermüdungsproben werden fast immer spiegelpoliert, sodass die S‑N-Daten aus dem Labor den bestmöglichen Oberflächenzustand repräsentieren. Ein reales Bauteil mit rauerer Oberfläche — spanend bearbeitet, geschliffen, gewalzt oder gegossen — hat eine niedrigere Ermüdungsfestigkeit, da Oberflächenunregelmäßigkeiten als Mikrokerben wirken, die Risse früher einleiten. Der Oberflächenrauheitsfaktor KR berücksichtigt diese Differenz. Dieser Artikel beschreibt die FKM-Methode zur Berechnung von KR und zeigt Schritt für Schritt, wie er auf eine S‑N-Kurve angewendet wird.
FKM-Oberflächenrauheitsfaktor
Die FKM-Richtlinie Rechnerischer Festigkeitsnachweis definiert KR als:
$${\displaystyle K_R=1-a_R \cdot \log_{10}(R_Z) \cdot \log_{10}\!\left(\frac {2\,R_m}{R_{m,N,\min}}\right)}$$
wobei:
- RZ Oberflächenrauheit in µm nach DIN 4768 (siehe Tabelle 2)
- Rm Zugfestigkeit in MPa
- aR Werkstoffkonstante (siehe Tabelle 1)
- Rm,N,min minimale Zugfestigkeit in MPa (siehe Tabelle 1)
Für eine polierte Oberfläche ist der Rauheitsfaktor gleich eins (KR = 1). Jede Oberfläche, die rauer als poliert ist, ergibt KR < 1, also eine Verringerung der Ermüdungsfestigkeit.
| Werkstoffart | aR | Rm,N,min [MPa] |
|---|---|---|
| Stahl | 0,22 | 400 |
| GS | 0,20 | 400 |
| GGG | 0,16 | 400 |
| GT | 0,12 | 350 |
| GG | 0,06 | 100 |
| Aluminium-Knetlegierungen | 0,22 | 133 |
| Aluminium-Gusslegierungen | 0,20 | 133 |
| Oberflächenzustand | RZ [µm] |
|---|---|
| Poliert | 0 |
| Geschliffen | 12,5 |
| Spanend bearbeitet | 100 |
| Schlecht bearbeitet | 200 |
| Gewalzt | 200 |
| Gegossen | 200 |
Berechnungsbeispiel für KR
Betrachten wir einen Stahl mit einer Zugfestigkeit Rm = 600 MPa und einer spanend bearbeiteten Oberfläche.
Aus Tabelle 1: aR = 0,22 und Rm,N,min = 400 MPa. Aus Tabelle 2: RZ = 100 µm für spanend bearbeitete Oberfläche. Eingesetzt ergibt sich:
$${\displaystyle K_R=1-0.22 \cdot \log_{10}(100)\cdot \log_{10}\!\left( \frac{2 \cdot 600}{400}\right)} = 0.79$$
Das bedeutet, dass die Ermüdungsdauerfestigkeit des bearbeiteten Bauteils 79 % des Wertes der polierten Probe beträgt — eine erhebliche Reduzierung, die in jeder Ermüdungslebensdauer-Bewertung berücksichtigt werden muss.
Konstruktion der S‑N-Kurve
Bevor KR angewendet wird, ist es hilfreich zu verstehen, wie die S‑N-Kurve aufgebaut ist (siehe Abbildung 1). Zwischen 103 und Nc1 Zyklen ist die Kurve definiert als:
$${\displaystyle \Delta \sigma(N_f) = SRI_1 \cdot N_f^{\,b_1}}$$
Hier ist SRI1 der Spannungsschwingbreiten-Achsenabschnitt bei 1 Zyklus und b1 die Steigung (negativ). Nc1 ist der Ermüdungsübergangspunkt — das Knie in der Kurve, typischerweise um 106 – 107 Zyklen.
Jenseits von Nc1 setzt sich die Kurve mit einer flacheren Steigung fort:
$${\displaystyle \Delta \sigma(N_f) = SRI_2 \cdot N_f^{\,b_2}}$$
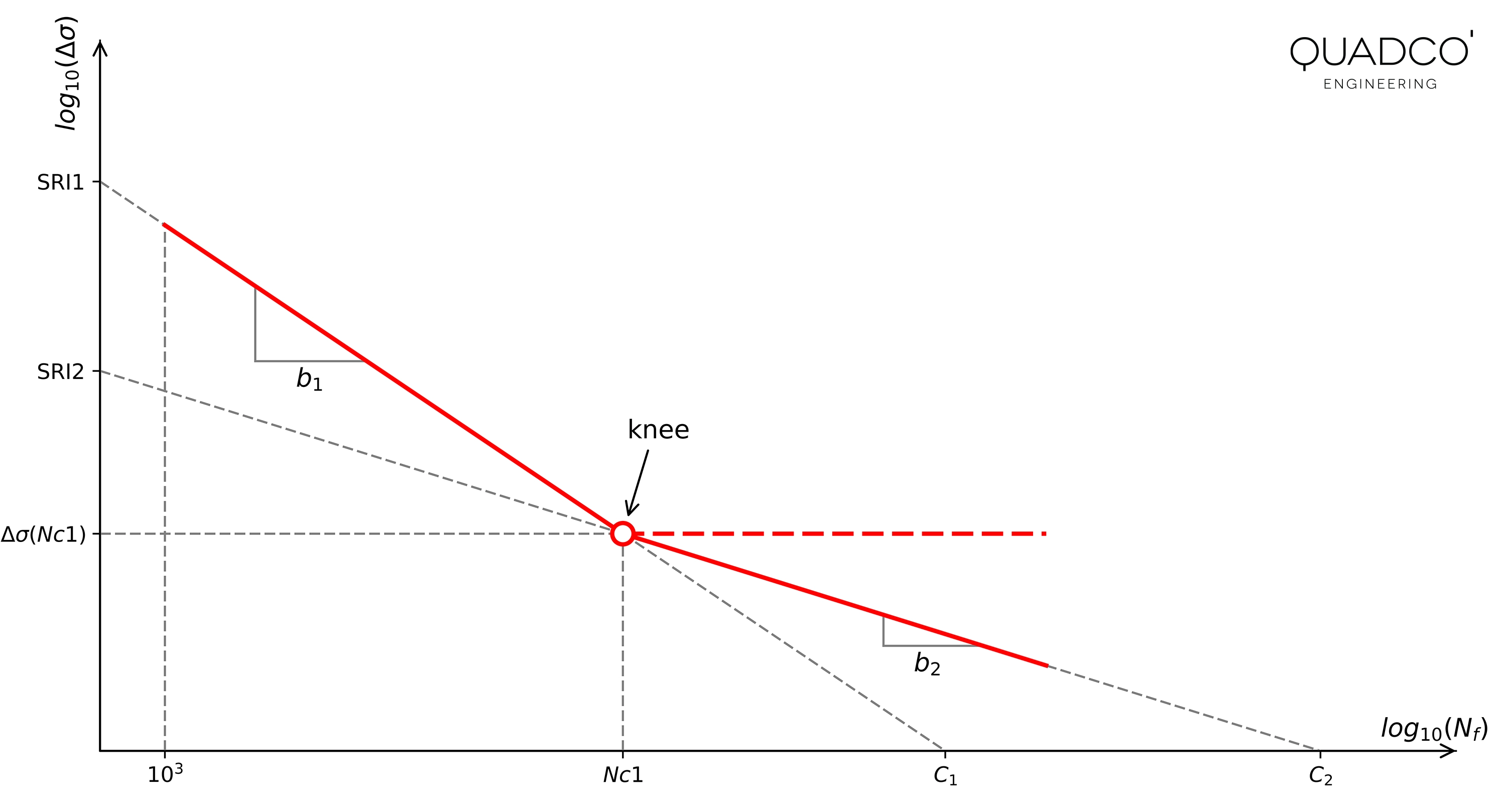
SRI1, Nc1, b1 und b2 sind Werkstoffparameter aus der Ermüdungsprüfung. SRI2 ergibt sich aus der Stetigkeit am Übergangspunkt:
$${\displaystyle SRI_2 = SRI_1 \cdot (N_{c1})^{b_1-b_2}}$$
S‑N-Kurve mit Oberflächenrauheitskorrektur
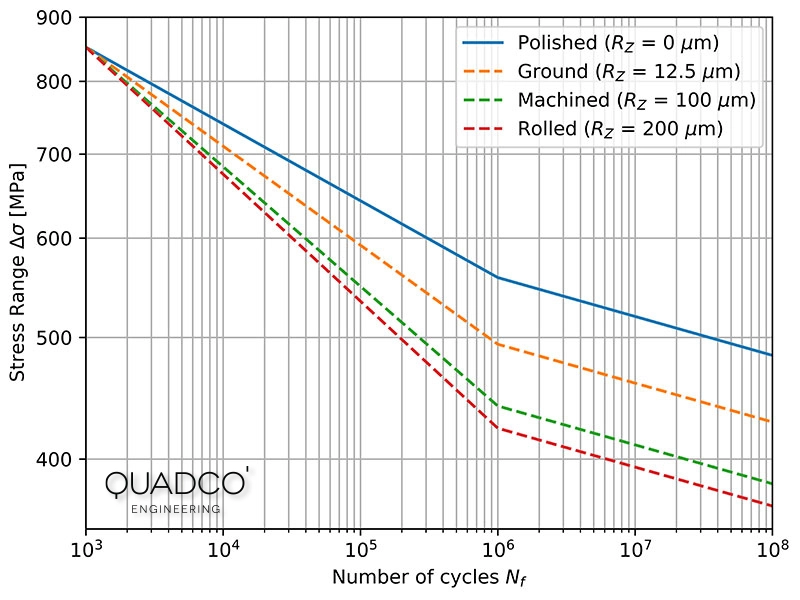
Der Oberflächenzustand hat seine größte Wirkung im hochzyklischen Bereich und nimmt in Richtung niedrigzyklischer Ermüdung ab. Der Standardansatz besteht darin, die Steigung b1 des ersten Segments zu modifizieren, während die Ermüdungsfestigkeit bei 103 Zyklen unverändert bleibt. Die Steigung b2 des zweiten Segments bleibt gleich.
Für die unkorrigierte (polierte) Kurve beträgt die Spannungsschwingbreite bei Nc1:
$${\displaystyle \Delta \sigma(N_{c1}) = 1300 \cdot (10^6)^{-0.0612}=558.14 \text{ MPa}}$$
Nach Anwendung von KR = 0,79 (spanend bearbeitete Oberfläche) wird die Spannungsschwingbreite bei Nc1:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = K_R \cdot 558.14 = 440.97 \text{ MPa}}$$
Die modifizierten Parameter SRI1′ und b1′ ergeben sich aus den beiden Bedingungen, die gleichzeitig erfüllt sein müssen — die Festigkeit bei 103 Zyklen bleibt unverändert, und die Festigkeit bei Nc1 entspricht dem KR-korrigierten Wert:
$${\displaystyle SRI_1 \cdot (10^3)^{b_1} = 851.81 = SRI_1^{\prime} \cdot (10^3)^{b_1^{\prime}}}$$
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_1^{\prime} \cdot (10^6)^{b_1^{\prime}}}$$
Die Lösung ergibt:
$$SRI_1^{\prime} = 1645 \; \text{MPa} \quad \text{und} \quad b_1^{\prime} = -0.0953$$
Da b2′ = b2, folgt SRI2′ aus der Stetigkeit am Übergangspunkt:
$${\displaystyle \Delta \sigma^{\prime}(N_{c1}) = 440.97 = SRI_2^{\prime} \cdot (10^6)^{b_2}}$$
was $SRI_{2}^{\prime} = 677\text{ MPa}$ ergibt.
Die modifizierte S‑N-Kurve für den spanend bearbeiteten Stahl lautet somit:
$${\displaystyle \Delta \sigma(N_{f}) = 1645 \cdot N_f^{\,-0.0953}} \qquad \text{für } 10^3 \leq N_f \leq N_{c1}$$
$${\displaystyle \Delta \sigma(N_{f}) = 677 \cdot N_f^{\,-0.0310}} \qquad \text{für } N_f > N_{c1}$$
Beachten Sie, dass die modifizierte Steigung erheblich steiler ist als die ursprüngliche (−0,0953 vs. −0,0612), was die Tatsache widerspiegelt, dass die raue Oberfläche den hochzyklischen Bereich stärker bestraft als den niedrigzyklischen. Dieses Verhalten steht im Einklang mit dem physikalischen Mechanismus: Bei hohen Dehnungen (niedrigzyklische Ermüdung) fließt der Werkstoff im Volumen und Oberflächen-Mikrokerben werden weniger relevant, während bei niedrigen Dehnungen (hochzyklische Ermüdung) die Rissentstehung an Oberflächendefekten einen großen Anteil der Gesamtlebensdauer bestimmt.
Wenn Sie mehr über Ermüdungsbewertungsmethoden erfahren möchten, einschließlich Oberflächenkorrekturen, Überlebenswahrscheinlichkeitsanpassungen und Schadensakkumulation, werfen Sie einen Blick auf unseren Kurs Einführung in Ermüdungsberechnungen mit FEA. Für Projekte, die spezialisiertes Ermüdungs-Ingenieurwesen erfordern, kann unser Ermüdungsanalyse-Team helfen.
Häufig gestellte Fragen
Häufige Fragen zur Oberflächenrauheit und Ermüdung.