Überlebenswahrscheinlichkeit
Ermüdungslebensdauerdaten weisen immer Streuung auf. Selbst sorgfältig kontrollierte Laborproben desselben Werkstoffs, die bei demselben Spannungsniveau geprüft werden, versagen bei unterschiedlichen Zyklenzahlen. Bei einer gegebenen Spannung wird angenommen, dass die Verteilung der Ermüdungslebensdauern einer Log-Normalverteilung folgt — also einer Normalverteilung (Gaußverteilung) von log10(N). Der Standardfehler SE von log10(N) ist der statistische Parameter, mit dem eine S‑N-Kurve von ihrer mittleren (50 %) Überlebenswahrscheinlichkeit auf jede andere für die Auslegung erforderliche Überlebenswahrscheinlichkeit verschoben wird.
Warum die Überlebenswahrscheinlichkeit wichtig ist
Eine mittlere S‑N-Kurve stellt die Spannungs-Lebensdauer-Beziehung dar, bei der 50 % der Proben voraussichtlich überleben würden. Ein Bauteil gegen eine 50 %-Überlebenswahrscheinlichkeit auszulegen würde bedeuten, zu akzeptieren, dass die Hälfte aller Teile im Betrieb vor Erreichen der vorhergesagten Lebensdauer versagen könnte — ein inakzeptables Risiko für praktisch jede Ingenieuranwendung.
In der Praxis verwenden Ermüdungsbewertungen Design-S‑N-Kurven, die auf eine höhere Überlebenswahrscheinlichkeit verschoben sind. Die gebräuchlichsten Werte sind 97,7 % (Mittelwert minus zwei Standardabweichungen, weit verbreitet im allgemeinen Maschinenbau und in Richtlinien wie der FKM-Richtlinie kodifiziert) und 99,9 % oder höher für sicherheitskritische Anwendungen wie Luft- und Raumfahrt, Kerntechnik oder Eisenbahnkomponenten. Die Wahl der Überlebenswahrscheinlichkeit ist eine Designentscheidung, die das akzeptable Risiko gegen die wirtschaftlichen Kosten einer konservativeren Auslegung abwägt.
Der Standardfehler und die Normalverteilung
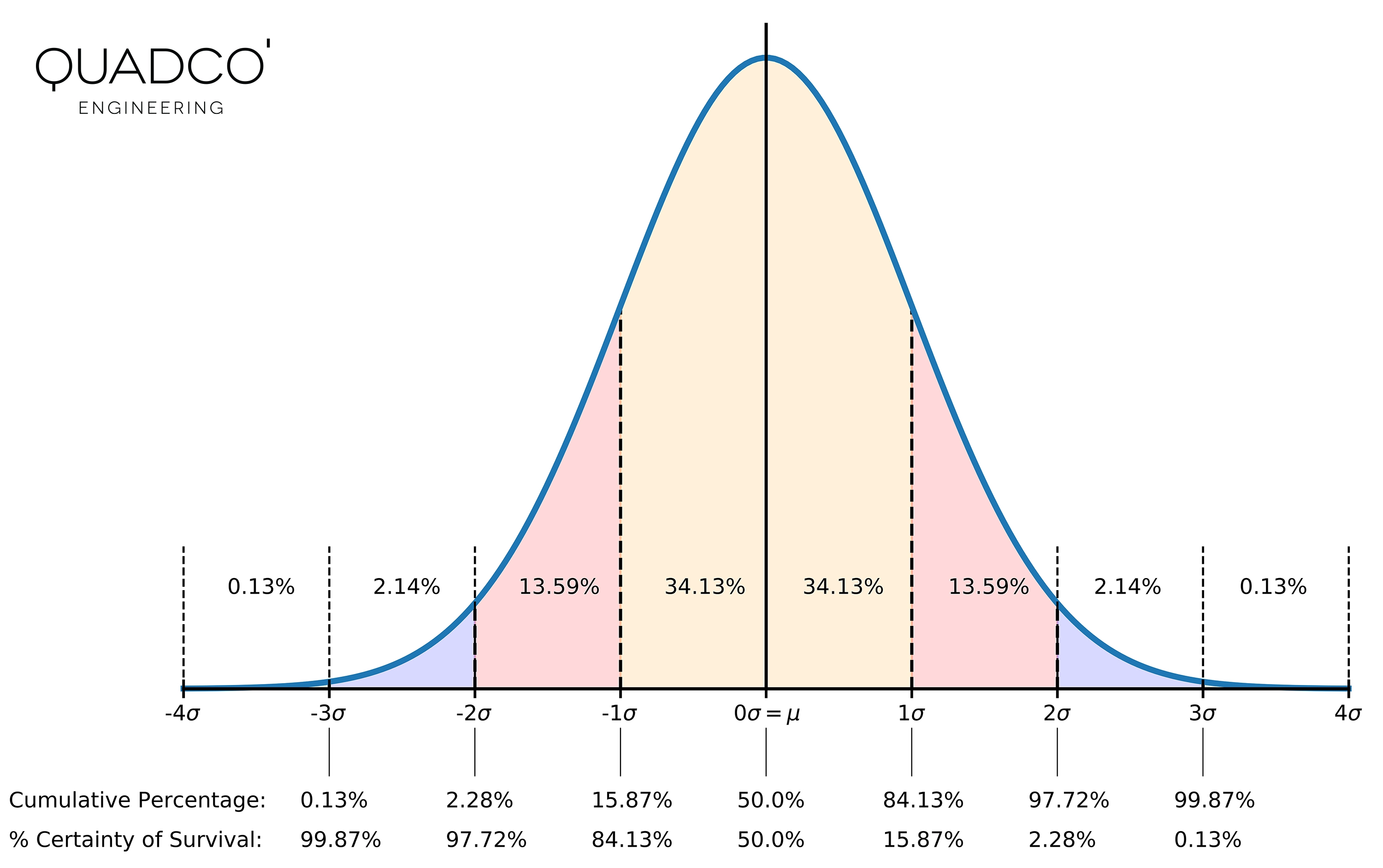
Um die S‑N-Kurve auf eine bestimmte Überlebenswahrscheinlichkeit zu verschieben, benötigen wir eine Nachschlagetabelle (Tabelle 1), die die Abweichung von der mittleren Lebensdauer in Anzahl der Standardabweichungen angibt. Die Werte in dieser Tabelle werden aus der Wahrscheinlichkeitsdichtefunktion (PDF) und der kumulativen Verteilungsfunktion (CDF) der Normalverteilung abgeleitet.
Die PDF ist die bekannte Glockenkurve:
$${\displaystyle {\frac {1}{\sigma {\sqrt {2\pi }}}}\;\exp \left(-{\frac {\left(x-\mu \right)^{2}}{2\sigma ^{2}}}\right)}$$
wobei:
- $\mu$ der Mittelwert der Daten ist
- $\sigma$ die Standardabweichung ist
Die CDF ist das Integral der PDF:
$${\displaystyle {\frac {1}{2}}\left(1+\mathrm {erf} \,{\frac {x-\mu }{\sigma {\sqrt {2}}}}\right)}$$
Die prozentuale Überlebenswahrscheinlichkeit ist dann 1 − CDF (siehe auch Abbildung 1).
| Anzahl der SD's vom Mittelwert |
% Überlebens- wahrscheinlichkeit |
|---|---|
| −5 | 99,99997 |
| −4 | 99,997 |
| −3 | 99,87 |
| −2 | 97,72 |
| −1 | 84,13 |
| 0 | 50 |
| 1 | 15,87 |
| 2 | 2,28 |
| 3 | 0,13 |
| 4 | 0,003 |
| 5 | 0,00003 |
Berechnungsbeispiel
Angenommen, wir haben ein Bauteil, das einer konstant-amplitudigen zyklischen Spannung zwischen ±300 MPa ausgesetzt ist. Die S‑N-Kurvenparameter für diesen Werkstoff bei 50 % Überlebenswahrscheinlichkeit lauten:
- Spannungsschwingbreiten-Achsenabschnitt SRI = 1300 MPa
- Steigung der Kurve b1 = −0,0612
- Standardfehler SE = 0,12
Diese Parameter definieren die S‑N-Kurve in Bezug auf die Spannungsschwingbreite (nicht die Spannungsamplitude). Die Spannungsschwingbreite Sr ist eine Funktion der Zyklenzahl bis zum Versagen N:
$${\displaystyle S_r = SRI \cdot N^{b_1}}$$
Die Spannungsschwingbreite beträgt in diesem Fall 2 ⋅ 300 MPa = 600 MPa. Die vorhergesagte Zyklenzahl bis zum Versagen bei 50 % Überleben beträgt daher:
$${\displaystyle 600 = 1300 \cdot N_{50}^{-0.0612}}$$
was N50 = 306 760 Zyklen ergibt.
Wir möchten nun die Design-S‑N-Kurve verwenden. In den meisten allgemeinen Ingenieuranwendungen wird eine Überlebenswahrscheinlichkeit von 97,7 % verwendet. Aus Tabelle 1 entnehmen wir, dass 97,7 % n = −2 Standardabweichungen vom Mittelwert entspricht.
Die S‑N-Kurve wird durch Reduzierung der Zyklenzahl angepasst:
$${\displaystyle \log_{10}(N) = \log_{10}(N_{50}) - n \cdot SE}$$
oder gleichwertig:
$${\displaystyle N = N_{50} \cdot 10^{(-n \; \cdot \; SE)}}$$
$${\displaystyle N_{97.7} = 306\,760 \cdot 10^{(-2 \; \cdot \; 0.12)}}$$
Dies ergibt N97,7 = 176 522 Zyklen — eine Reduzierung um 42 % gegenüber der mittleren Lebensdauer N50.
Das Beispiel veranschaulicht einen wichtigen Punkt: Ermüdungsstreuung ist kein untergeordnetes statistisches Detail. Bei 97,7 % Überleben beträgt die zulässige Lebensdauer weniger als 60 % der mittleren Lebensdauer. Wenn kumulative Schadensberechnungen auf Basis dieser verschobenen S‑N-Kurve durchgeführt werden, kann der kombinierte Effekt aus Streuung und variabler Belastungsamplitude die vorhergesagte sichere Betriebslebensdauer erheblich reduzieren. Deshalb muss die Wahl der Überlebenswahrscheinlichkeit bewusst getroffen und in jeder Ermüdungsbewertung klar dokumentiert werden.
Wenn Sie mehr über Ermüdungsbewertung in der Praxis erfahren möchten, werfen Sie einen Blick auf unseren Kurs Einführung in Ermüdungsberechnungen mit FEA, der S‑N-Kurven-Anwendung, Überlebenswahrscheinlichkeit, Schadensakkumulation und die Wechselwirkung zwischen FEA-Ergebnissen und Ermüdungslebensdauer-Vorhersage behandelt.
Häufig gestellte Fragen
Häufige Fragen zur Überlebenswahrscheinlichkeit und Ermüdungsstreuung.